



جوشکاری MIG (گاز خنثی فلزی) که با نام MAG (گاز فعال فلزی) نیز شناخته می شود، یک فرآیند جوشکاری است که امروزه به طور گسترده برای جوشکاری انواع مواد آهنی و غیر آهنی استفاده می شود.
ویژگی اساسی این فرآیند سیم الکترود با قطر کم است که به طور مداوم از یک سیم پیچ به داخل قوس تغذیه می شود. در نتیجه این فرآیند می تواند جوش های سریع و منظمی را در محدوده وسیعی از اتصالات ایجاد کند.
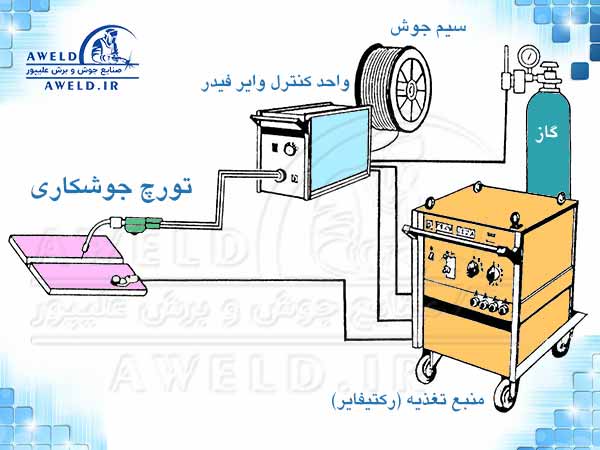
تجهیزات اصلی مورد نیاز برای جوشکاری میگ عبارت اند از:
![]() منبع تغذیه DC
منبع تغذیه DC
![]() واحد تغذیه سیم (وایر فیدر)
واحد تغذیه سیم (وایر فیدر)
![]() تورچ
تورچ
![]() گاز محافظ، (معمولاً از سیلندر)
گاز محافظ، (معمولاً از سیلندر)
منبع تغذیه
جوشکاری میگ بر روی الکترود DC (سیم جوش) قطب مثبت (DCEP) انجام می شود. منبع برق DC ترانسفورماتور یکسو کننده، با مشخصه (ولتاژ ثابت) است. رایج ترین نوع منبع تغذیه مورد استفاده برای این فرآیند، یکسو کننده ترانسفورماتور اولیه سوئیچ شده با مشخصات ولتاژ ثابت از هر دو منبع ورودی سه فاز ۴۱۵ ولت و تک فاز ۲۴۰ ولت است.
خروجی جریان مستقیم پس از یکسوسازی موج کامل از یک دستگاه سه فاز بسیار روان است. برای به دست آوردن خروجی صاف پس از یکسوسازی موج کامل با یک دستگاه جوش تک فاز، یک بانک خازن بزرگ در سراسر خروجی مورد نیاز است.
به دلیل این هزینه، بسیاری از دستگاه های جوش تک فاز ارزان تر، این جزء را حذف می کنند و بنابراین ویژگی جوش ضعیف تری را ارائه می دهند.
یکی دیگر از روش های تولید ولتاژهای مختلف در پایانه های خروجی منبع تغذیه، استفاده از تریستور یا یکسو کننده ترانزیستور به جای یکسو کننده دیود ساده است. این سیستم ولتاژ خروجی متغیر پیوسته را ارائه می دهد که می تواند به ویژه در جوشکاری توسط ربات مفید باشد و هزینه این نوع یکسو کننده را می توان تا حدی بدون نیاز به کلید یا کلیدهای ولتاژ اولیه و سیم پیچ اولیه ترانسفورماتور اصلی یکسره جبران کرد.
اکثر منابع برق دستگاه جوش MIG دارای یک کنتاکتور یا رله هستند که برای روشن/خاموش کردن خروجی با عملیات ماشه روی تورچ MIG استفاده می شود. عمل خاموش کردن این کنتاکتور معمولاً به تأخیر می افتد تا سیم جوش از حوضچه جوش مذاب خارج شود. یک ترموستات در داغ ترین نقطه منبع تغذیه به صورت سری با سیم پیچ کنتاکتور نصب می شود تا حفاظت حرارتی دستگاه را فراهم کند. عملکرد منبع تغذیه با توانایی آن در ارائه یک جریان معین برای درصدی از یک دوره ۱۰ دقیقه ای قبل از «قطع حرارتی» اندازه گیری می شود. این همان «چرخه وظیفه» است.
واحد تغذیه سیم (وایر فیدر)
واحد تغذیه سیم یا مجموعه فرعی که در کابینه منبع تغذیه نصب می شود (معروف به MIG کامپوزیت)، منبع کنترل شده سیم جوش را تا نقطه جوشکاری فراهم می کند. با توجه به اندازه سیم جوش و ولتاژ قوس ارائه شده توسط منبع تغذیه، نرخ ثابتی از سرعت سیم مورد نیاز است، در جوشکاری MIG منبع تغذیه کنترل ولتاژ قوس الکتریکی را بر عهده داشته و واحد تغذیه سیم کنترل سرعت سیم جوش را فراهم می کند، (در جوش میگ این به جریان جوشکاری معروف است).

اکثر واحدهای تغذیه سیم مدرن تر، سرعت تغذیه سیم را از طریق یک موتور DC و PCB تریستور کنترل می کنند تا کنترل مداوم ولتاژ آرمیچر و در نتیجه RPM موتور را محاسبه و اجرا کنند.
دوک موتور تغذیه سیم دارای یک غلتک تغذیه، یک رول فشار دیگر و فنر قابل تنظیم است که به آرامی سیم را گرفته و آن را در طول تورچ MIG به سمت بالا فشار می دهد.
انتخاب فیدر سیم
این نوع سیمخوریها را میتوان با تورچ های MIG حداکثر تا ۴ متر برای سیمهای جوش سخت استفاده کرد (هرچه کوتاهتر باشد بهتر است) و با دقت زیاد و سطح نگهداری بالا تا حداکثر ۳ متر با سیمهای نرم مانند آلومینیوم استفاده کرد.
برای غلبه بر این محدودیت، واحد تغذیه سیم می تواند به عنوان یک واحد قابل حمل جداگانه ساخته شود تا جوشکار بتواند در فاصله زیادی از منبع برق کار کند.
انواع سیستم های وایر فیدر
سیستم های تغذیه سیمی فشاری-کششی
برای سیمهای جوش نرم، از سیستمهای خاصی استفاده میشود که علاوه بر سیستم فشار درایو که در واحد تغذیه سیم قرار دارد، تورچ ها دارای مکانیزم محرک داخلی برای کشیدن سیم جوش هستند.
سیستم های تغذیه سیمی قرقره روی تورچ
برخی دیگر دارای یک قرقره سیم کوچک هستند که روی تورچ نصب می شود و یک سیستم محرک در دسته تورچ، سیم را مستقیماً به نقطه جوش هدایت می کند.
تورچ

وظیفه تورچ (مشعل جوشکاری)، هدایت و تحویل سیم جوش از وایر فیدر به نقطه ای است که در آن جوشکاری انجام می گیرد. تورچ MIG می تواند با هوا یا آب خنک شود و بیشتر تورچ های هوا خنک مدرن، یک کابل دارند که در آن سیم جوش از طریق یک لاینر به داخل تورچ می لغزد. گاز خنک کننده در اطراف بیرونی این لاینر جریان دارد و اطراف لوله ای که لاینر در آن قرار دارد سیم های برق و ماشه است. عایق بیرونی دسته تورچ نیز یک پوشش انعطاف پذیر ایجاد می کند.
تورچ MIG آب خنک نیز مشابه موارد فوق است، با این تفاوت که شیلنگ گاز، لوله آستر، کابل برق (شامل لوله برگشت آب)، لوله جریان آب و سیم های شاسی کلید همگی در یک محافظ بیرونی و مجزا قرار گرفته اند.
اکثر تجهیزات صنعتی MIG از یک سنترال کانکتور استاندارد اروپایی تورچ MIG برای اتصال آسان تورچ به دستگاه استفاده می کنند، برخی از دستگاه های جوشکاری کوچکتر و ارزان قیمت از اتصالات جداگانه استفاده می کنند.
گاز محافظ

موضوع گاز محافظ جوشکاری میگ بحث پیچیده ای است و با بسیاری از مخلوطهای مختلف در دسترس است، اما در هر صورت، هدف اصلی گاز محافظ در فرآیند MIG محافظت از فلز جوش مذاب و ناحیه تحت تأثیر حرارت در برابر اکسیداسیون و سایر آلودگیهای جوی است.
گاز محافظ همچنین باید بر جنبه های زیر در عملیات جوشکاری و جوش حاصله از آن تأثیر قابل توجهی داشته باشد:
![]() ویژگی های قوس
ویژگی های قوس
![]() حالت انتقال فلز
حالت انتقال فلز
![]() سرعت جوش
سرعت جوش
![]() اقدام پاکسازی
اقدام پاکسازی
![]() خواص مکانیکی فلز جوش
خواص مکانیکی فلز جوش
برای یک شروع قوس عالی در فلزات مختلف از گازهای زیر استفاده می شود:
![]() آلومینیوم - آرگون
آلومینیوم - آرگون
![]() منیزیم - هلیوم
منیزیم - هلیوم
![]() آلیاژهای مس - مخلوطی از آرگون و هلیوم
آلیاژهای مس - مخلوطی از آرگون و هلیوم
![]() فولاد ضد زنگ استیل – CO2 که معمولاً استفاده نمی شود و امروزه مخلوط CO2 و آرگون ترجیح داده می شود.
فولاد ضد زنگ استیل – CO2 که معمولاً استفاده نمی شود و امروزه مخلوط CO2 و آرگون ترجیح داده می شود.






